本文作者:解清华
腐蚀检查,作为渗透检测前处理的一种方法,用来去除金属表面的覆盖层,以便于渗透检测能够发现开口于工件表面的缺陷;也可以作为无损检测方法的一种,用来检测工件表面的反常状况,突出显像;通过使用不同的腐蚀程序用来定义晶粒尺寸。
在毛坯件,粗加工件以及精加工件上都可以使用。
腐蚀检查有很多种类型,典型的有浸入式腐蚀检查,例如硝酸腐蚀(Nital Etch),宏观腐蚀(MEI),钛合金腐蚀(TI Etch),氟化氢氨腐蚀(Ammonium Bifluride etch)等;阳极氧化腐蚀检查,例如蓝腐蚀阳极化(BEA),铝阳极化(ALu Anodizing)等。
本文着重讲述浸入式腐蚀检查。
浸入式腐蚀检查所需要的设备相对简单,根据零件的大小选择合适尺寸的槽体,配备加温或者冷却装置,槽液搅拌系统,并装有温度控制器,计时器等附件。
要注意的是槽体材料和附件要耐腐蚀。
出于对环境和人体的保护,要配备适当的吸风系统和废水处理方案。
阳极化设备要加配冷冻机,整流器,阴极板等设备。

(上图:腐蚀检查生产线样板)
浸入式腐蚀溶液的选择根据合金种类而不同。
HNO3+FeCL3+HCL溶液一般用于镍基合金的腐蚀检查;
金属和三价铁离子在酸性条件下,产生氧化还原反应,生成金属离子,二价铁离子和氢气:
M + Fe(3+) + H(+) == M(x+) + Fe(2+) + H2
HF+HNO3溶液一般用于钛合金零件的腐蚀检查;也用于镍基合金腐蚀后的去灰作用。
金属和酸产生氧化还原反应,生成金属离子和氢气:
M + H(+) == M(x+) + H2
腐蚀时间的控制,如果没有特别的规定,一般根据被腐蚀材料的去除量来控制。
由于被处理工件的表面状况的不同,腐蚀时间会有差异。
用来确定腐蚀速率的试片或工件必须是和被处理工件相同材料,相同热处理状态,相似的表面加工状态。
腐蚀后的工件,应该在有足够白光的条件下进行检查。
白光亮度一般要求不低于1000lux,可以使用放大镜,内窥镜,齿镜等工具协助检查。
对人员视力,眼睛疲劳状态,人员资格认证等根据相关标准进行控制。

(上图:5X放大镜白光灯)

(上图:10x/20x放大镜,齿镜)
腐蚀后表面应均匀,颜色应该是浅灰的亚光色;
目测表面光滑,没有腐蚀点;无锈斑等。
任何不均匀的表面,颜色,反常的特征等,要进行评估,根据相关规范判断是否可以接收。

(上图:镍合金腐蚀前后表面状态对比)
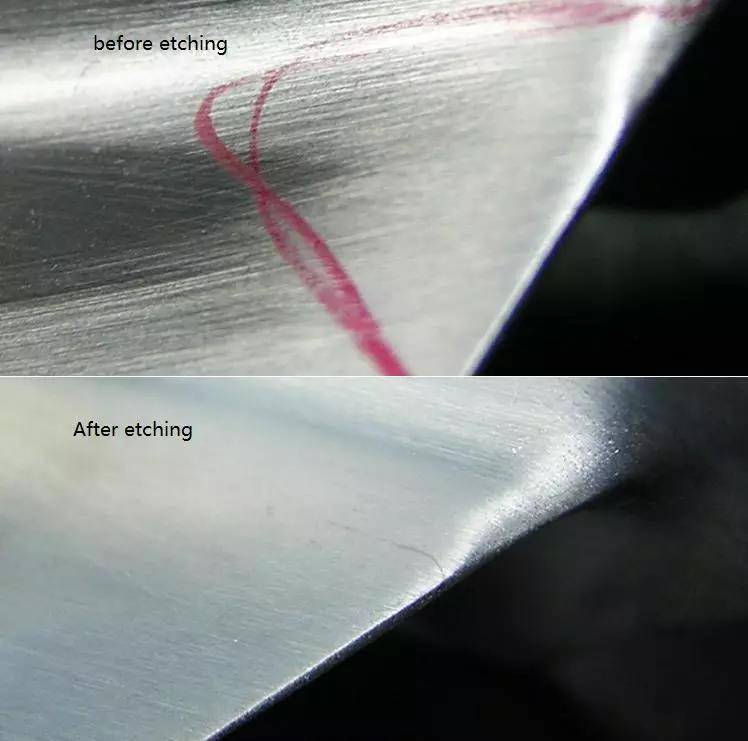
(上图:裂纹缺陷区域腐蚀前后对比)
腐蚀检查的缺陷类型:
腐蚀检查可检测出材料的偏析,夹渣,裂纹,锻造折叠,机加/磨削造成的过热,晶粒变化等等,这些缺陷经过腐蚀后,更加明显清晰,易于观察。
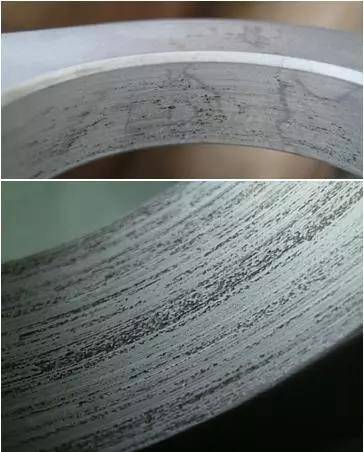
(上图:镍合金机加工过热产生黑点)
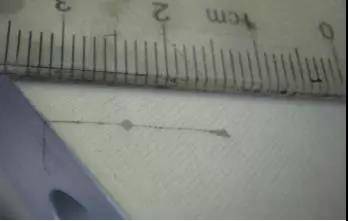
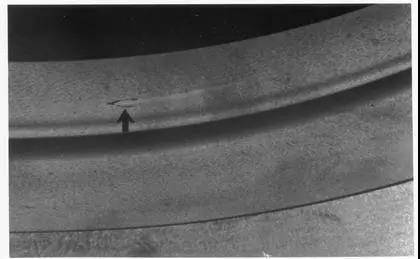
(上图:穿透裂纹)

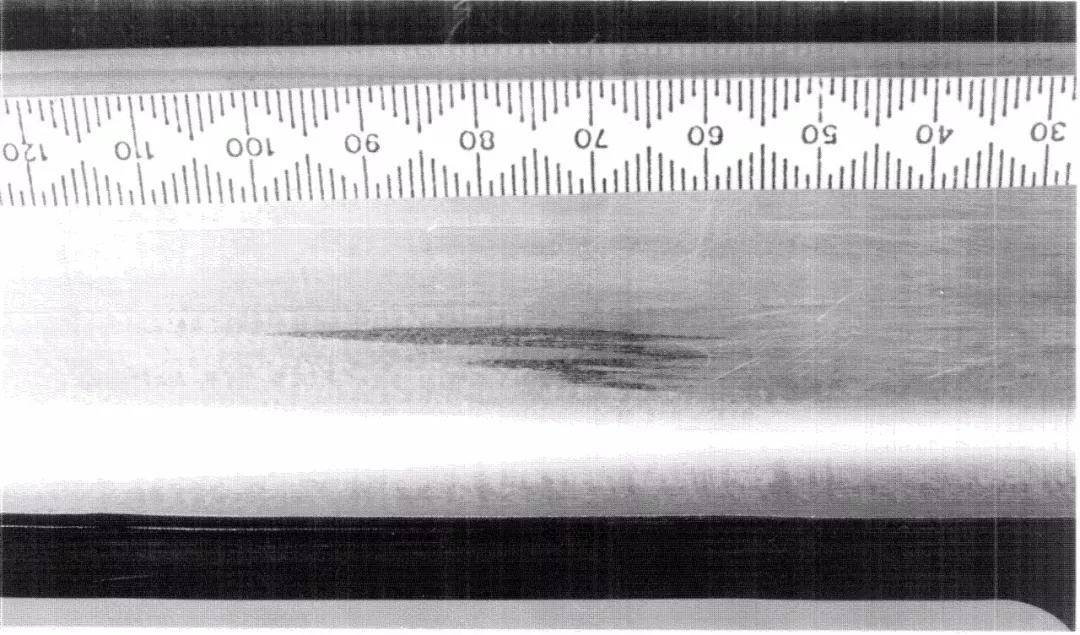
(上图:钛合金机加过热产生黑点)

(上图:钛合金打磨过热)
(上图:晶粒偏析)
(上图:偏析)
腐蚀注意事项:腐蚀过程(溶液,时间,温度等)必须受控,避免产生不可接受的IGA,EGP缺陷,腐蚀点,腐蚀白点,氢析出,尺寸超差等。

(上图:腐蚀点)

(上图:腐蚀白点)
安全注意事项:腐蚀检查操作人员,必须认真遵守EHS规定,了解相关化学品的特性和急救措施等,严格遵守安全生产规定,避免不必要的人身危害和环境危害等。

评论信息